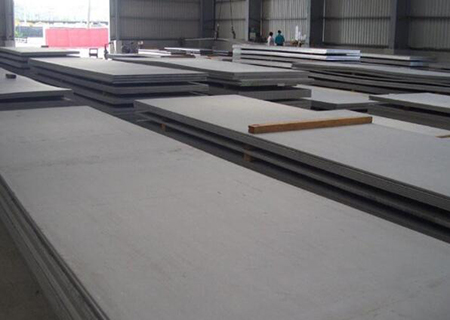
耐磨(mó)鋼板因其高硬度和高強度,當前沒有等強度的焊(hàn)絲可用,因此在焊接時主要關注焊接接頭的韌性,以降低開裂(liè)的風險。因此,耐磨鋼板焊接的關鍵在於選擇(zé)合適的焊材和確定焊接參數。那麽,蘭州耐磨(mó)鋼(gāng)板焊接有哪些注意事項呢?下(xià)麵(miàn)由蘭州芭乐视频免费福利在线观看鋼材廠家小編來為大家詳細講講。
")
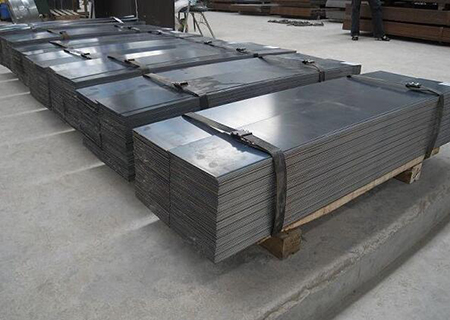
由於耐磨鋼板使用了低強度匹配的焊絲,因此焊縫(féng)的耐磨性能較(jiào)差,為了提高
蘭州鋼板(bǎn)焊縫的耐磨性,需要在焊縫表麵進行耐磨層的堆焊。
耐磨鋼板焊接的注意事項:
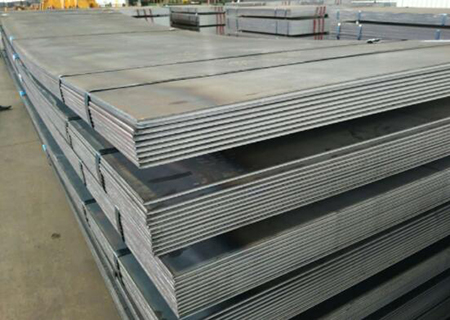
1、焊絲建議:建議(yì)使用(yòng)50~70公斤級的低合金高強度(dù)鋼焊材,這樣在確保連接強度的同時,能夠(gòu)提(tí)升耐磨鋼板(bǎn)焊縫的塑性儲備。
2、焊絲規格:推薦選(xuǎn)擇在0.8到1.6毫米之間,較佳選擇為1.2毫米,以確保蘭(lán)州耐(nài)磨鋼板的工藝穩定性和(hé)生產效率。
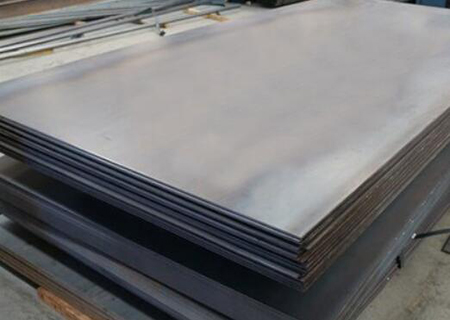
3、焊絲類型:建議焊接
蘭州耐磨鋼(gāng)板使用(yòng)實心焊絲(sī),因其產生的熔渣較少,便於進行層間清理,適合全位(wèi)置焊接,應用(yòng)範圍廣泛,生產效率高,容易實現機械化(huà)和自動化。
4、保護氣體的選擇:推薦為80%氬氣與20%二氧化碳的混合氣體(tǐ),與純二氧化碳保護氣體相比,這種混合氣體能夠細化熔滴,保持電弧的穩(wěn)定,減(jiǎn)少飛濺(jiàn)現(xiàn)象,改善焊縫的成形,同時降低合金元素的損失,並提升耐磨鋼板焊縫的強度和衝擊韌性。






 當前位置:
當前位置:

 熱門推薦
熱門推薦